工业
问题
为了在感应淬火过程中达到最佳硬度,金属工件必须在一个多步温度剖面上快速加热一段时间. 淬火温度的精确性和稳定性直接影响零件的质量和力学性能.
当对钢、铸钢或铸铁构件表面进行硬化处理时,必须达到以下性能:
该部件必须在所有要求的区域达到所需的硬度
必须达到所需的硬度深度
部件不得损坏
组件变形应该最小
过程应尽可能短
结果可重复
为了达到这些目标,温度的监视和控制至关重要。太低的温度会导致硬度深度太低,但太高的温度可能会损坏组件。而且,感应耦合能量的持续时间,即温度,也起着重要的作用.
方案
使用非接触测温以及适合的控制器对加热过程和能量要求进行优化. 红外热像仪可以在宽范的温度区间内展现工件温度分布的具体情况, 有助于对淬火工艺更深入的了解.
高温计则可对一个固定点进行准确测量且测试重复性非常好,这点对淬火工艺来说非常重要。此外,高温计还具有感应淬火工艺所必须的快速测量的响应速度.
使用高温计、红外热像仪和快速温控器进行温度监测和过程控制可以提高许多热处理过程的质量、准确性和可重复性.
感应淬火的常规测温
温度范围:300 至 1200 °C.
建议使用短波高温计及短波热像仪。可选择不同的光路,光斑尺寸以及响应时间。
预热及后续工艺
感应淬火之后的退火温度测量.
可选择不同的光路,光斑尺寸以及响应时间的高温计 。起始温度 50 °C.
恶劣环境下的温度测量
如,发射率未知或变化的物体测量;小目表测量;移动的物体测量;透过蒸汽,烟雾,灰尘的测量;建议选择双色测温仪测量.
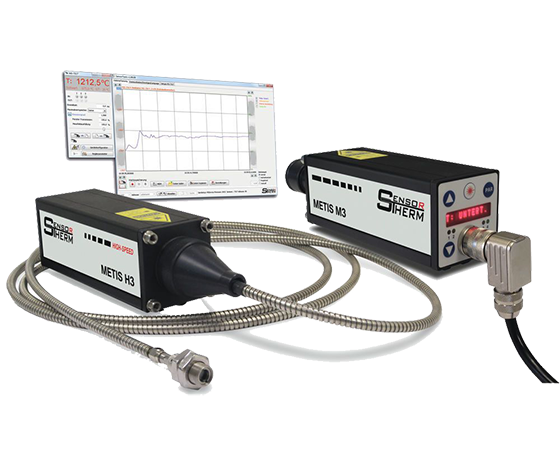
光纤镜头型号的高温计
光纤高温计的光学头可以在室温高达 250 °C 的环境下使用。 因不受电磁干扰的影响,可以在离电感器很近的地方使用。 其小型化设计使它们能够局促的地方使用,可以安装在非常靠近测量物体的地方。光纤高温计的光纤长度可达30米.







{kind=link}