问题
在生产过程中,准确控制过程温度和升温速率是保证产品质量的关键。非接触式红外测量系统已经在浮法玻璃生产线上得到了很好的应用,但要选择正确的测量仪器,还需要充分了解高温计参数的重要性。
用于流道,锡槽以及退火窑的测温装置须选用窄带探测器以确保只测量玻璃表面的温度。另外必须注意避免安装在锡槽上的加热元件反射,以及锡槽入口端的加热火焰干扰。
方案
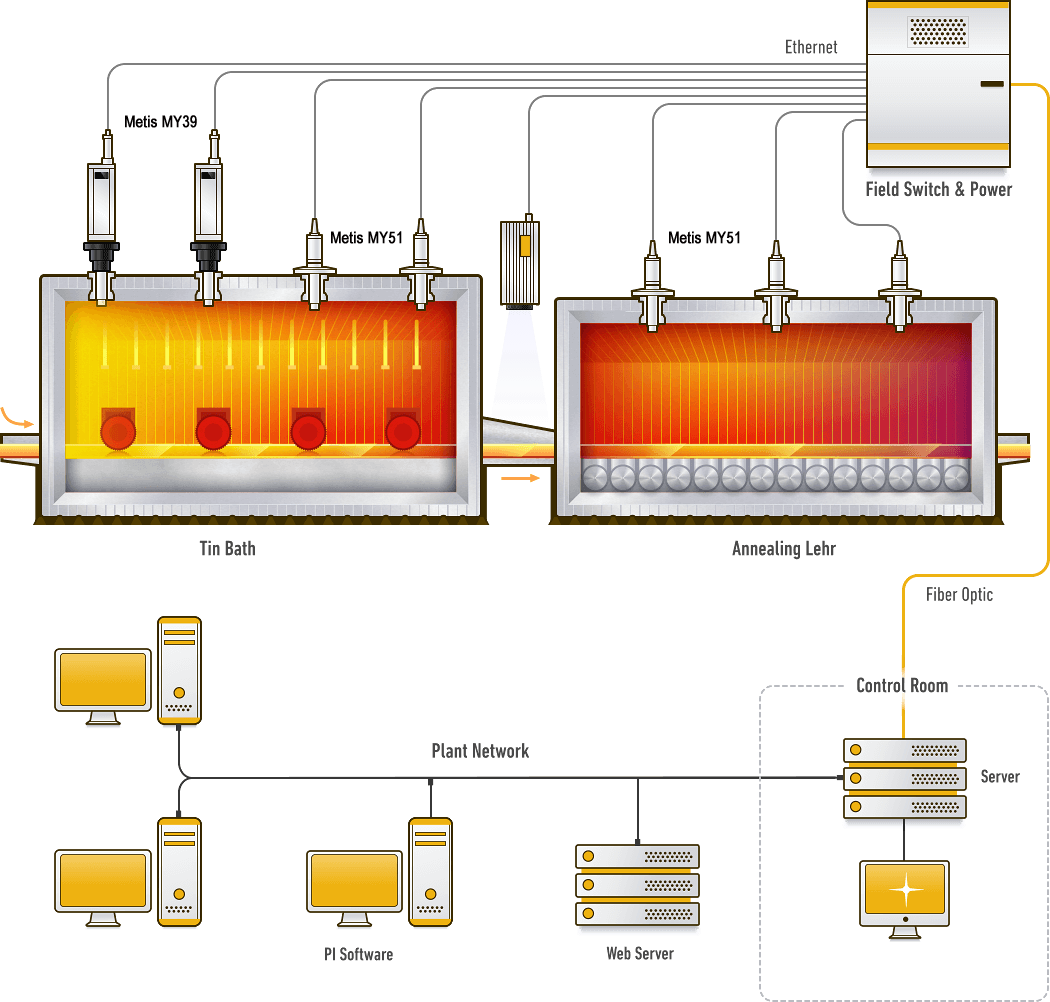
浮法玻璃生产过程中有三个重要的区域需要进行稳定度监测,包括:流道温度,锡槽温度以及退火窑温度。流道是玻璃液从熔窑流入锡槽的通道,流道的温度是成型作业最主要的温度指标。流道温度过高时,玻璃液粘度降低,进入锡槽后摊平面积变大,造成玻璃带过薄、过宽,这样容易引起沾边、满槽等事故,而且在拉边机处,会感到成型困难。流道温度过低时,玻璃液粘度增大,摊平和抛光的条件不充分,玻璃表面质量会受到影响,并容易引起脱边、断板等事故,同时存在成型时不易拉薄或积厚的困难。该区域的温度测量推荐选用0.7-1.0 µm 波段的高温计Meits M309。
锡槽可以分为两个区域:高温区和低温区。高温区-摊平抛光区使刚进锡槽的玻璃液能够充分摊平和抛光,达到自然平衡厚度。为了得到足够宽的玻璃带,玻璃液在该区有一个伸展摊平的过程。因此,必须要有足够的温度,而其横向温度必须均匀,以使玻璃液的粘度小而均。该区域使用 3.9 µm 窄带高温计 Metis MY39 。另一个是需要只测量玻璃表面而不需要通过燃烧气体测量的冷却区。当玻璃达到合适的粘度后,玻璃进入锡槽的冷区,在那里我们用Metis MY51高温计测量玻璃的表面温度。
锡槽的温度测量时最好配合窥视管使用,以尽量减少加热元件杂散辐射的影响。
在退火窑中,用Metis MY51 高温计测量表面温度,控制目标温度和降温速度,消除平板玻璃的热应力,以便进一步加工。
Meits M309
温度范围 650 - 1800 °C
可承受高达250 ℃的环温,无需冷却
集成空气吹扫
坚固设计
Metis MY39
温度范围150 - 2000 °C
透过火焰和燃烧气体而不影响温度测量
测量玻璃内部温度
减少发射率引起的测温误差
Metis MY51
温度范围80 - 2500 °C
小的光斑尺寸,最小0.8 mm
响应时间可调
结构紧凑
客户获益
配有完整附件的完整解决方案可加快安装速度
可实现加热元件的闭环控制,提高精度和稳定性
改进了对冷却速度的监控,以生产出无应力的产品





{kind=link}